


电机转子自动点胶机设备方案书
发布时间: 2014年05月20日
电机转子自动点胶机设备方案书
一、设计要求
3.3、各组成部份介绍:
一、设计要求
1.1、注胶位置:产品一圈点胶;
1.2、工艺要求:人工上料,设备点胶.
1.3、其他要求待定
二、设计流程规划
二、设计流程规划
- 顶升气缸顶起定位基准装置员工将产品有定位面一边放置在定位基准装置上固定好,固定好后顶升气缸下降并按启动按钮。
- 机械手沿指定路径移动,到达预定位置开胶。
- R轴旋转产品进行点胶点完一边员工进行粘贴磁铁工序完成后回原点人工将产品下料。
- 循环
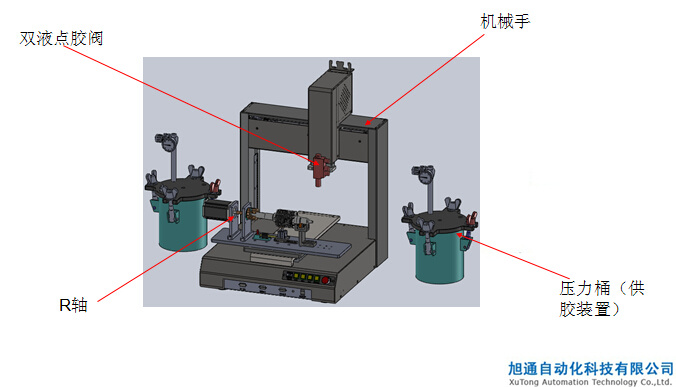
3.2、设备主要组成部份:
A、机械手
B、R轴
3.3、各组成部份介绍:
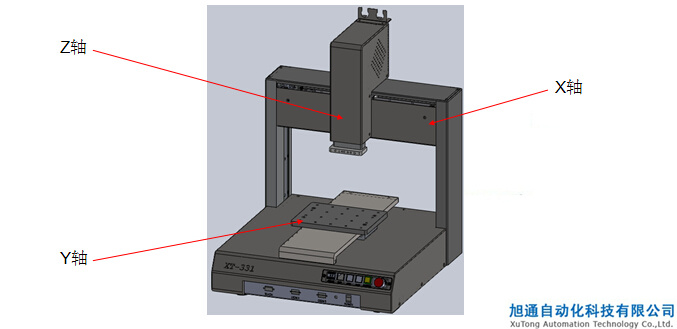
3.3.1、机械手
3.3、各组成部份介绍:
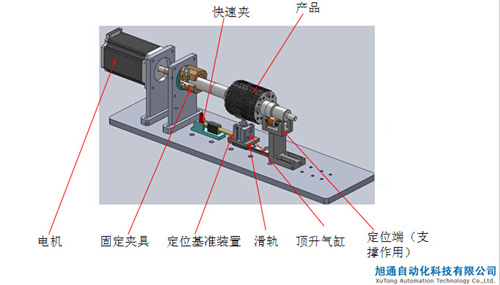
3.3.2、产品与治具
3.3、各组成部份介绍:
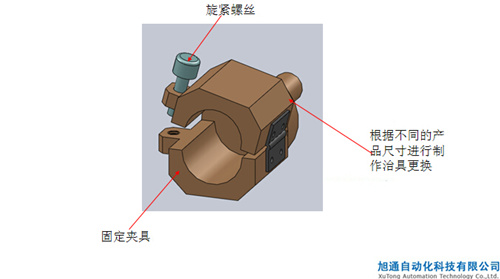
3.3.3、固定治具
3.3、各组成部份介绍:
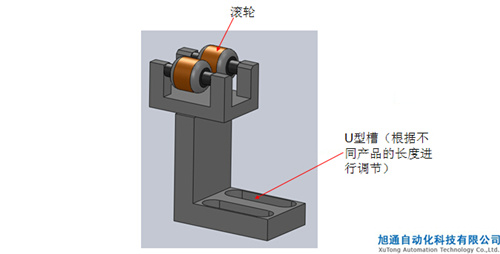
3.3.4、定位端(支撑作用)
3.3、各组成部份介绍:
3.3.5、定位基准装置
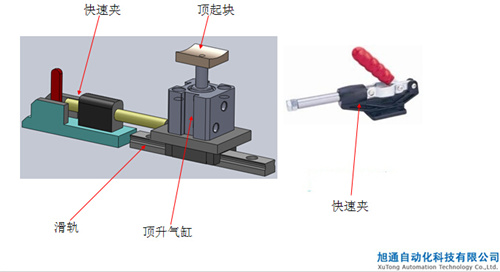
此定位基准装置作用:因为产品的定位端面的肋条不在同一直线,所以采用滑轨与快速夹来实现,当快速夹在开始端时气缸工作顶起,产品放上去定位基准后气缸工作下降,员工将产品放置固定夹具内旋紧蝶形螺丝后点胶,点完胶后员工贴磁铁,完成后员工取下产品重新定位另一边此时快速夹在末端。
四、设备重要技术参数
此定位基准装置作用:因为产品的定位端面的肋条不在同一直线,所以采用滑轨与快速夹来实现,当快速夹在开始端时气缸工作顶起,产品放上去定位基准后气缸工作下降,员工将产品放置固定夹具内旋紧蝶形螺丝后点胶,点完胶后员工贴磁铁,完成后员工取下产品重新定位另一边此时快速夹在末端。
四、设备重要技术参数
1、X/Y/Z有效行程:300/300/100mm
2、最高速度:400毫米/秒
3、重复精度:±0.02mm
4、驱动方式: 步进电机+皮带
5、控制方式: 点到点、直线和圆弧差补
6、编程方式:手持教导盒编程并输入
上一篇新闻:开关电源离线式双液点胶技术方案书 下一篇新闻:没有了