


全自动在线式点胶设备方案书 XT-FB1071
发布时间: 2014年09月04日
全自动在线式点胶设备方案书 XT-FB1071
3.1、整机设计:
一、设计要求
二、设计流程规划
三、方案设计
四、设备技术参数
一、设计要求
一、设计要求
1.1、注胶位置:产品表面点胶;
1.2、工艺要求:人工将产品上料流水线上,设备点胶;
1.3、其他要求待定;
二、设计流程规划
人工将产品摆放到点胶治具上后,点胶治具随流水线流到点胶位;经过挡停气缸挡停夹紧后
二、设计流程规划
人工将产品摆放到点胶治具上后,点胶治具随流水线流到点胶位;经过挡停气缸挡停夹紧后
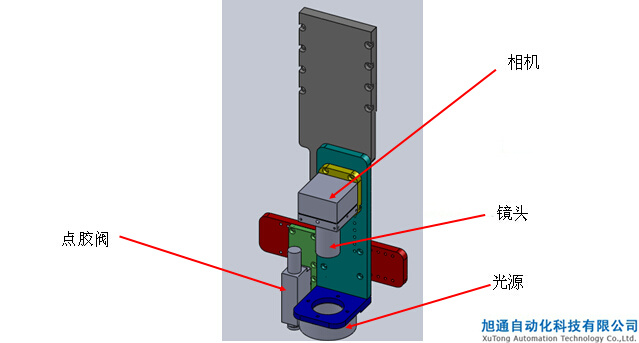
按下启动按钮后,CCD对产品进行拍照选取基准点,自动生成点胶路径,机械手按照点胶路径进行点胶
点完胶后,挡停气缸复位,点胶治具随流水线流出点胶位;整个点胶动作完成。
循环
三、方案设计
3.1、整机设计:
三、方案设计
3.1、整机设计:
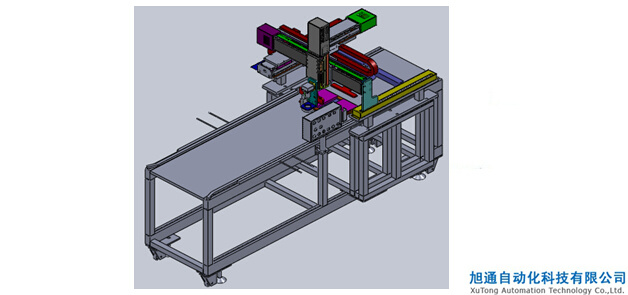
3.1.1、外形尺寸(单位:mm):非标待定
3.1.2、整机示意图如下:
3.1、整机设计:
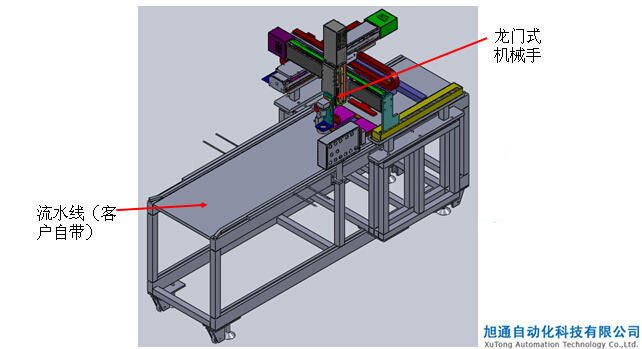
3.2、设备主要组成部份:
A、龙门式机械手
B、流水线
3.3、各组成部份介绍:
3.3.1A、龙门式机械手部分
3.3、各组成部份介绍:
3.3.1B、龙门式机械手
3.3、各组成部份介绍:
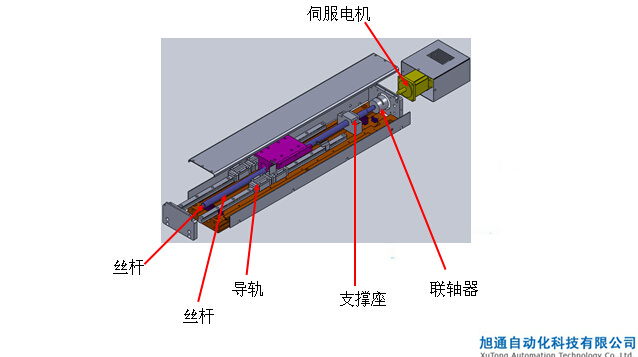
3.3.1C、单轴机械臂内部示意图
3.3、各组成部份介绍:
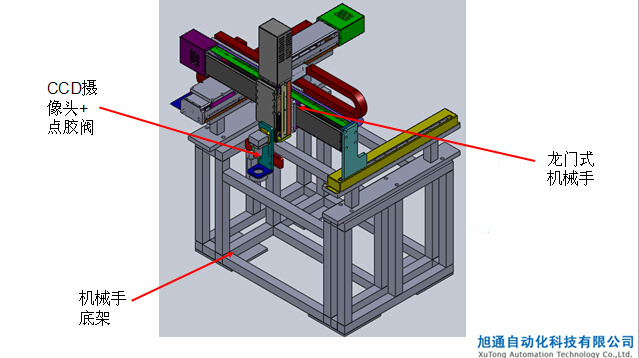
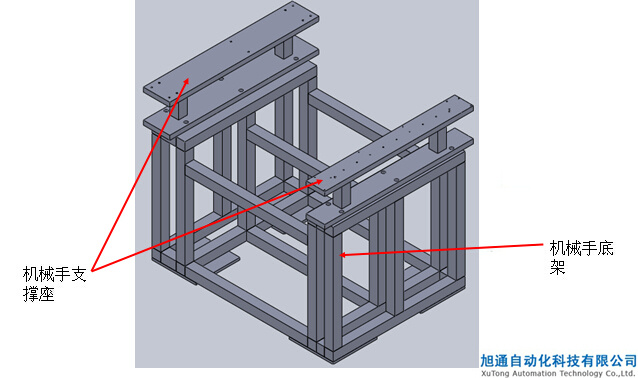
3.3.1D、机械手底架+机械手支撑座
3.3、各组成部份介绍:
3.3.1E、CCD摄像头+点胶阀
3.3、各组成部份介绍:
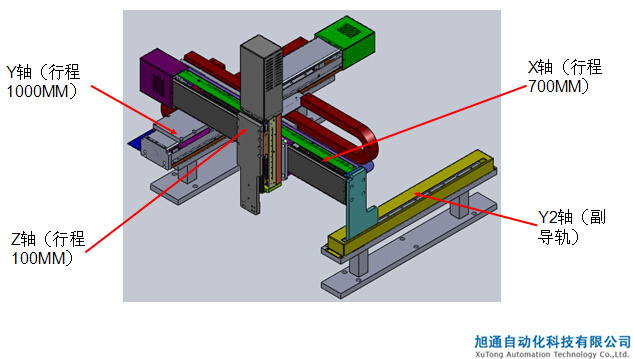
3.3.1F、机械手参数说明
X轴机械臂:行程为700mm,移动速度0.1~800MM/秒,重复精度为±0.03mm;驱动方式:
日本松下伺服马达,功率0.4KW,电压220V,转速为3000r/min;
滚珠丝杆:采用台湾TBI滚珠丝杆1616系列,导程为P16mm,C7级别,精度为0.05mm;
直线滑轨:采用台湾上银重载型直线滑轨2条 ,滑轨安装座材料:6061铝材,机加工成
型,表面深灰色氧化处理;
伺服电机与滚珠丝杠的连接方式:采用通过同步带传动连接方式。
Y轴机械臂:行程为1000mm,移动速度0.1~800MM/秒,重复精度为±0.03mm;驱动方式: 日本松下伺服马达,功率0.4KW,电压220V,转速为3000r/min;
滚珠丝杆:采用台湾TBI滚珠丝杆1616系列,导程为P16mm,C7级别,精度为0.05mm;
直线滑轨:采用台湾上银重载型直线滑轨 2条;滑轨安装座材料:6061铝材,机加工成型,表面深灰色氧化处理;
伺服电机与滚珠丝杠的连接方式:采用通过同步带传动连接方式
Z轴机械臂:行程为100mm,移动速度0.1~800MM/秒,重复精度为±0.03mm;驱动方式: 日本松下伺服马达,功率0.2KW,电压220V,转速为3000r/min;
滚珠丝杆:采用台湾TBI滚珠丝杆1616系列,导程为P16mm,C7级别,精度为0.05mm;
直线滑轨:采用台湾上银直线滑轨2条;
滑轨安装座材料:6061铝材,机加工成型,表面深灰色氧化处理;
伺服电机与滚珠丝杠的连接方式:采用通过联轴器直接连接方式。
上一篇新闻:手机30ML热熔胶双工位点胶方案 下一篇新闻:双液机搭配机械手点胶机方案